Самый маленький метчик. Виды и размеры метчиков для нарезания резьбы. С винтовыми стружечными канавками
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия - ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Всем привет.
На этот раз обзор будет посвящен инструменту, предназначенному для одновременного проделывания отверстий и нарезании в них резьбы.
Поставляется инструмент в обычном полиэтиленовом пакетике, который, что логично, за время путешествия покрыывается множеством мелких отверстий. Так что надо быть готовым к тому, что как только он окажется в руках - руки окажутся в смазке. 
В чем плюс данного инструмента - две операции проделывается за один раз. Сперва режущая часть сверла проделывает отверстие в металле, после чего метчик нарезает резьбу. Пользуясь такими сверлами, можно не задумываться о необходимости соблюдения соотношения диаметра сверла с диаметром метчика. Но на всякий случай вот табличка соотношения тех самых размеров:
В комплекте поставки 6 таких метчиков, предназначенных для нарезания резьб различного диаметра (10*1,5, 8*1,25, 6*1, 5*0,8, 4*0,7 и 3*0,5). На хвостовике каждого метчика имеется обозначение его параметров - диаметр нарезаемой резьбы и ее шаг.
Хвостовик шестигранный, так что данный инструмент подойдет и для незажимных быстроразъемных патронов. Правда, вопрос в том хватит ли такому инструменту мощности для того, чтобы просверлить отверстие в более-менее толстом металле.
Режущая часть покрыта нитридом титана. Не краска - 100%, аккумуляторной кислоте он оказался неподвластен. Металл - китайская быстрорежущая сталь HSS6542 (аналог нашей 6М5 или европейской М2). Характеризуется сталь невысокой стоимостью в сочетании с хорошими характеристиками. Химический состав W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20.
Канавки для выгонки стружки имеют спиралевидную форму, которая характерна для инструмента, работающего на высоких оборотах. Если вспомнить стандартный ручной метчик, то канавки там линейные.
С диаметрами проблем нет. Все точно соответствует заявленным параметрам.
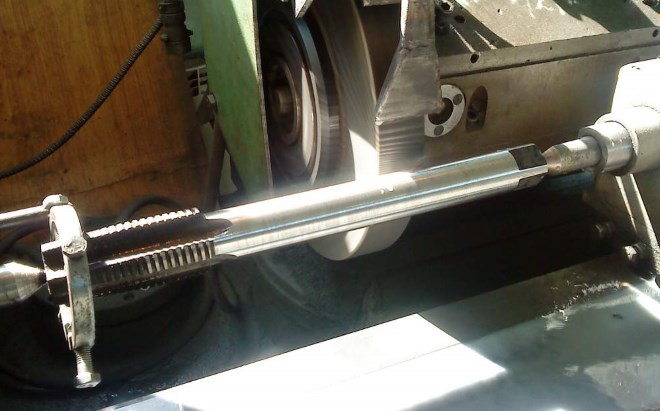
Для проверки инструмента в деле, был использован аккумуляторный шуруповерт, несколько книжек и стальная пластина толщиной 8 миллиметров:) Ввиду стоящих за окном морозов, выезд в гараж был невозможен, так что тест проводился в крайне неблагоприятных условиях, что повлекло за собой поломку одного сверла:(
Зато на разлом видно, что сверло подвергалось термообработке, то есть проходило закалку. Металл не сырой.
А вот так выглядит отверстие с готовой резьбой:
Болт закручивается без проблем, причем держится даже на нескольких витках.
А вот так выглядел сам процесс:
Если бы пластина была зажата в тиски, а сверло хоть немного смазано, то действо не выглядело бы столь дешераздирающе:) Но зато удалось убедиться в том, что даже в таких условиях при помощи данного инструмента можно добиться нужного результата:) Причем даже после проделывания нескольких отверстий, внешний вид сверла (как и покрытия) ничуть не изменился.

Так что сверла можно считать пригодными к использованию. Думаю, что при соблюдении техпроцесса: использование керна, смазки и тисков (а в идеале и станка) результат будет более качественным.
Но во время работы с ними нужно помнить, что толщина металла не должна превышать длину режущей части сверла (той части которая проделывает отверстие, то есть от кончика до начала расширения под метчик). В противном случае резьба будет неравномерной из-за повышенной нагрузки.
На этом все. Спасибо за внимание и потраченное время.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить +58 Добавить в избранное Обзор понравился +58 +120У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.

Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).

Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.

Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.

Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
СлесарныеДанные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).

Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
МетрическиеЭто метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Метчик – металлорежущий инструмент для нарезания внутренней резьбы. Используются для конструкций с резьбовым соединением. Видов их достаточно много, рассмотрим основные и наиболее часто используемые как в быту, так и на производстве, их размеры, качество и примерные цены.
1. Метчики метрические
Метрические
Они измеряются в миллиметрах, имеют метрическую систему измерения, не так как трубные — в дюймах. В маркировке имеют букву «М», что и означает метрический. К примеру, если идёт маркировка М8 или М18 – это означает, что можно нарезать резьбу на 8мм и на 18мм.
Размеры метрических метчиков: от 2мм до 60мм, размерный ряд очень широк, можно получить практически любую резьбу.
Шаг резьбы
. Расстояние между витками резьбы. Он может быть разным, как мелким, так и крупным.
Каждый размер метчика имеет свой основной шаг. Чем больше размер, тем больше основной шаг. Помимо основного есть и несколько видов дополнительных шагов, но крупнее чем основной они быть не могут, только меньше. Приведу пример: метчик М10 имеет основной шаг 1,5, бывает и (М10*1) (М10*0,75) (М10*0,5), заметьте, что все дополнительные шаги меньше основного (т.е. витки очень частые)
Нарезают резьбу при помощи воротка (машинно-ручным метчиком или ручным), для чего предусмотрен квадрат на хвостовике для зажима в вороток.

Зажат в метчикодержатель
Чисто машинный не предусматривает захвата под вороток, вручную нарезать не получится, только на станке.
Продаются метчики в основном комплектами из 2шт (первый и второй номера). Сначала проходят первым, он имеет более острый заход, потом вторым (чистовым), заход у него более тупой.
Если требуется просто поправить резьбу, то можно купить не комплектный, а одиночный (штучный). Выйдет дешевле, в два то раза точно.
2. Гаечный метчик.

Всегда длиннее обычного ручного
Он всегда одиночный. Используется, как правило, для сквозной резьбы. Узнать его довольно просто, он заметно длиннее, чем машинно-ручной. Заход у него острый, как у первого номера комплектного.
3. Левый метчик.

Его назначение – нарезка левой резьбы. Имеют в маркировке латинские буквы «LH». Применяется довольно редко. К примеру, винт у патрона для дрели. Если бы он был с правой резьбой, то вполне мог выкрутиться со временем сам по себе, так как патрон крутится вправо, поэтому и делают левую резьбу.
Ещё такие метчики используют для того, чтобы выкрутить обломок болта в заготовке, в болте высверливают отверстие и загоняют левый метчик, когда он доходит до упора, болт выкручивается. Получается, что используется как экстрактор.
4. Метчики трубные.

С буквой "G"
Измеряются не в миллиметрах, а в дюймах, используется другая измерительная система.
В маркировке такие имеют букву «G». Используются для трубной резьбы.
Например, G 1/2 , G 3/4, G1, это означает, что предназначены для резьбы полдюйма, три четвери дюйма и один дюйм.
Размеры имеются от 1/8 до 2 дюймов, встречаются такие как 5/8 7/8 5/6 3/8 – эти размеры достаточно редкие, самые ходовые это 1/2 3/4 и 1 дюйм, такие наиболее часто используются для систем водоснабжения жилых жомов.
Продаются, как правило, комплектами из 2 штук: с острым и тупым заходом.
5. Трубные конические метчики.
Нужны для нарезки резьбы под конус.
Трубный конический
Такие имеют в маркировке букву «К» — конический.
Что касается качества
. Сталь идёт в основном быстрорежущая: Р6М5 (наиболее часто используемая), HSS. Предпочтительнее конечно Р18,

Отличное качество
но они редко встречаются в наше время, такие метчики ещё со времён СССР, иногда со знаком качества,

Знак качества
если нашли такой, смело берите – вещь отличная.
Ещё бывают из углеродистой стали У7 (например фирмы «Рекос»). По качеству они заметно проигрывают быстрорезу. Ими вполне можно воспользоваться для мягкого металла, типа алюминия, или цветного металла, или просто поправить резьбу, а вот для ответственных работ брать такой не советую, они достаточно хрупкие и могут просто обломиться при работе, особенно в твердой стали. Доставать такой обломок будет непросто, его придётся высверлить, плюс ко всему купить левый метчик или экстрактор.
Единственный их плюс – это цена, они заметно дешевле быстрореза, примерно в 2,5 раза.
Примерная цена на 2012год: М8 – 80руб, М10 – 85руб, М18 – 125руб, М27 – 200руб.
Цена на быстрорежущие Р6М5 львовского завода, Украина: М8 – 200руб, М10 – 250руб, М18 – 540руб, М27 – 750руб.
Как видим разница очень ощутимая.