Mazākais marķieris. Vītņu vītņu tapu veidi un izmēri. Ar spirālveida flautām
Krāni ir galvenais instruments iekšējo vītņu griešanai aklos un caurumos ar roku vai mašīnu. No pieejamības viedokļa krāns vītņošanai attiecas uz salīdzinoši vienkāršiem instrumentiem, kuru lietošana ir pieejama gan amatieriem, gan profesionāļiem, kas ļauj iegūt standarta vītni, kas atbilst GOST prasībām parastajā darbnīcā.
Pieskarieties ierīcei
Šāda veida vītņu griešanas instruments ir skrūve ar taisnām un spirālveida rievām, kas nepieciešamas vītņu griešanai un procesā radušos šķembu noņemšanai. Darba zonā ietilpst kalibrēšanas un griešanas daļas. Ir kvadrātveida astes daļa instrumenta nostiprināšanai manuālajās uzgriežņu atslēgās vai patronās. Pats griešanas process sākotnēji ir instrumenta pagriešana izurbts caurums(kurls vai cauri) ar atpakaļgaitas kustību.
Atkarībā no versijas, tapa ierīce ļauj griezt vītnes vienā, divās vai trīs piegājienos. Vītņu sagatavošana vairāk nekā vienā piegājienā tiek veikta raupšanas, vidējā un apdares instrumentu komplektos. Caurumu izgriešanai īpaši cietos materiālos, piemēram, titāna sakausējumā, ir pieejami piecu instrumentu komplekti.
Pieteikums
Vītņu vītņu piespraudes ir galvenais vītņu griešanas instruments mājsaimniecības, pusprofesionālu un profesionālai lietošanai. Ar tiem var sagatavot gandrīz visu veidu pavedienus – metrisko, collu, trapecveida u.c.
Krānu galvenās īpašības:
- Ražošanas materiāls. Labākais variants– leģēti tēraudi, kas nodrošina augstu instrumenta izturību.
- Griešanas metode - manuālai vai mašīnas manuālai lietošanai.
- Cauruma diametrs - noteikts saskaņā ar atbilstošo tabulu.
- Griezamās vītnes parametri - metriskais, collas, galvenais vai smalkais solis utt.
Pamatnoteikumi iekšējo vītņu griešanai
Lai pareizi nogrieztu pavedienu ar pieskārienu, jums jāievēro šādi ieteikumi:
Tapu veidi vītņošanai
Atkarībā no griešanas metodes izšķir šādus krānu veidus - manuālo, manuālo un mašīnu. Manuālie ir aprīkoti ar kvadrātveida asti fiksēšanai apkakle, tiek ražoti 2 un 3 komplekti. Mašīnmanuālie krāni var tikt uzstādīti gan iekārtas apkaklī, gan patronā. Vītņošanai caururbumā tie tiek ražoti ar sešiem vītnēm uz darba daļas, aklo caurumiem - ar trim. Mašīnas krāni ir paredzēti tikai uzstādīšanai mašīnas patronā, tiem ir spirālveida un saīsinātas rievas.
Mēs īsi uzskaitām dažus īpašie veidi krāni:
- Rieksts - ir gara aste riekstu savilkšanai, kas ļauj nogriezt pavedienus vairākos produktos, neizgriežot instrumentu. Paredzēts griešanai ar mašīnu.
- Kreiso vītņu krāni - apzīmēti ar burtiem LH, tiem ir tāds pats solis un diametrs kā instrumentam ar metrisko vītni.
- Inch taps - instruments vītņu griešanai collu mērīšanas sistēmā. Pieejams 2 vai 3 komplektos trīs precizitātes klasēs.
- Cauruļu krāni - ļauj griezt cauruļu vītnes ar collu mērīšanas sistēmu diapazonā no 1/8 līdz 2 collām. Tie tiek ražoti manuālās un mašīnas-manuālās versijās, divos komplektos ar asu un neasu ievadi.
- Koniskie krāni - izmanto, lai sagatavotu atbilstoša veida metriskās (K) un caurules (Rc) vītnes. Tie izceļas ar iegarenas sākotnējās ieplūdes daļas klātbūtni ar nepilnīgu vītni, kas pakāpeniski pārvēršas par pilnu.
Pašreizējie standarti
Mašīnu un rokas krānu konstrukciju regulē GOST 3266-81. Specifikācijas - GOST 3449-84. Tāpat katram instrumenta veidam ir savs standarts, kas nosaka tā dizainu.
Video
Vizuālu informāciju par rīku varat iegūt zemāk esošajā videoklipā.
Sveiki.
Šoreiz apskats būs veltīts rīkam, kas paredzēts, lai vienlaicīgi izveidotu caurumus un iegrieztu tajos pavedienus.
Instruments tiek piegādāts parastā plastmasas maisiņā, kas, loģiski, brauciena laikā ir pārklāts ar daudziem maziem caurumiem. Tāpēc jums ir jābūt gatavam tam, ka, tiklīdz tas būs jūsu rokās, jūsu rokas būs taukos. 
Kāda ir šī rīka priekšrocība - vienlaikus tiek veiktas divas darbības. Pirmkārt, urbjmašīnas griešanas daļa izveido caurumu metālā, pēc kura krāns nogriež vītni. Izmantojot šādus urbjus, jūs nevarat domāt par nepieciešamību ievērot sējmašīnas diametra attiecību pret krāna diametru. Bet katram gadījumam šeit ir šo pašu izmēru attiecību tabula: 
Piegādes komplektā ietilpst 6 šādi krāni, kas paredzēti dažāda diametra vītņu griešanai (10 * 1,5, 8 * 1,25, 6 * 1, 5 * 0,8, 4 * 0,7 un 3 * 0,5). Uz katra krāna kāta ir tā parametru apzīmējums - griežamās vītnes diametrs un tā solis. 
Kāts ir sešstūrains, tāpēc šis rīks darbosies arī ar nenostiprinošām ātrās atlaišanas patronām. Tiesa, jautājums ir par to, vai šādam instrumentam pietiek jaudas, lai izurbtu caurumu vairāk vai mazāk biezā metālā. 
Griešanas daļa ir pārklāta ar titāna nitrīdu. Nav krāsas - 100%, tas nebija pakļauts akumulatora skābei. Metāls - Ķīnas ātrgaitas tērauds HSS6542 (līdzīgs mūsu 6M5 vai Eiropas M2). Tēraudu raksturo zemas izmaksas kombinācijā ar labs sniegums. Ķīmiskais sastāvs P:5,50-6,75; P:4,50-5,50; Kr:3,80-4,40; V:1,75-2,20.
Šķeldas piespiešanai paredzētajām flīzēm ir spirālveida forma, kas raksturīga instrumentam, kas darbojas lielā ātrumā. Ja atceraties standarta manuālo pieskārienu, tad tur esošās rievas ir lineāras. 
Ar diametriem problēmu nav. Viss precīzi atbilst deklarētajiem parametriem. 
Instrumenta pārbaudei darbībā tika izmantots akumulatora skrūvgriezis, vairākas grāmatas un 8 mm bieza tērauda plāksne :) Aiz loga valdošā sala dēļ nebija iespējams tikt uz garāžu, tāpēc tests tika veikts ārkārtīgi nelabvēlīgā apstākļi, kas noveda pie vienas sējmašīnas sabojāšanās: ( 
Bet par vainu ir skaidrs, ka sējmašīna tika pakļauta termiskai apstrādei, tas ir, tā bija sacietējusi. Metāls nav neapstrādāts.
Un lūk, kā izskatās gatavais caurums: 
Skrūve ir savīta bez problēmām, un tā noturas pat vairākos pagriezienos. 
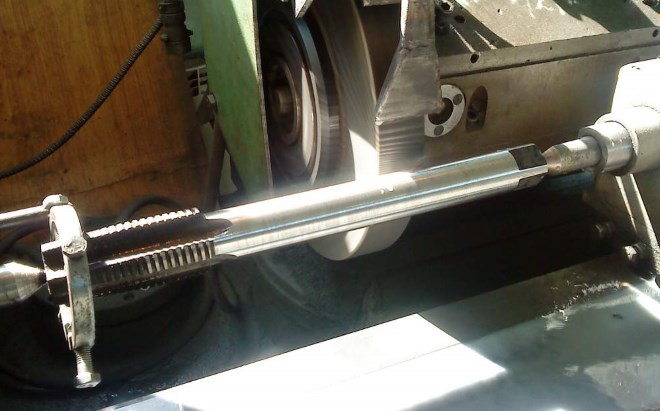
Un process izskatījās šādi:
Ja plāksne būtu saspiesta skrūvspīlēs, un urbis būtu vismaz nedaudz ieeļļots, tad darbība neizskatītos tik graujoša :) Taču mums izdevās pārliecināties, ka arī šādos apstākļos, izmantojot šo instrumentu, jūs varat sasniegt vēlamo rezultāts :) Un pat pēc vairāku caurumu veikšanas, izskats urbji (kā arī pārklājumi) nav mainījušies.

Tātad urbjus var uzskatīt par lietojamiem. Es domāju, ka, ja tiek ievērots tehniskais process: izmantojot serdi, smērvielu un skrūvspīli (un ideālā gadījumā darbgaldu), rezultāts būs kvalitatīvāks.
Bet, strādājot ar tiem, jums jāatceras, ka metāla biezums nedrīkst pārsniegt urbja griešanas daļas garumu (daļa, kas veido caurumu, tas ir, no gala līdz krāna izplešanās sākumam. ). Pretējā gadījumā palielinātās slodzes dēļ pavediens būs nevienmērīgs.
Tas ir viss. Paldies par uzmanību un veltīto laiku.
Prece tika nodrošināta veikala atsauksmes rakstīšanai. Pārskats tiek publicēts saskaņā ar Vietnes noteikumu 18. punktu.
Plānoju pirkt +58 Pievienot izlasei Patika apskats +58 +120Daudzi tehniskās ierīces, kā arī lielākajai daļai sadzīves priekšmetu ir vītņoti savienojumi, kurus cilvēce ir sākusi izmantot kopš seniem laikiem. Galvenie instrumenti, ar kuriem tiek izgatavoti šādu savienojumu elementi, ietver krānu. Tās izmantošana ļauj ātri un bez lielām grūtībām nogriezt precīzu un kvalitatīvu vītni uz urbuma iekšējās virsmas.
Dizaina iezīmes
Pirmie griezējinstrumenti iekšējā vītne atšķīrās ar primitīvu dizainu un attēloja tetraedrisku stieni, kura darba galā, uzasināts zem maiga konusa, tika izzāģēti griešanas zobi. Izmantojot šādu krānu, vītne tika nogriezta, ieskrūvējot to iekšējā daļa uzgriežņos vai iepriekš sagatavotā caurumā sagatavē. Protams, šādam instrumentam bija daudz trūkumu, no kuriem nozīmīgākie ir griešanas daļas aizmugurējās virsmas neesamība, kā arī negatīvs slīpuma leņķis. Laika gaitā krānu dizains ir kļuvis pārdomātāks, un mūsdienās tie ļauj izveidot precīzus un kvalitatīvus iekšējos vītnes.
Jebkurā krānā vītņošanai uz sagatavju iekšējām virsmām neatkarīgi no tā ģeometriskajiem parametriem un mērķa ir šādi elementi:
- sānu rievas (var būt no 2 līdz 6);
- konusveida ieplūdes daļa;
- kalibrēšanas daļa, kurai ir cilindriska forma.

Rievas, kas atrodas instrumenta sānu virsmā visā tā garumā, vienlaikus veic divas funkcijas: nodrošina skaidu izņemšanu no apstrādes zonas un atvieglo griešanas šķidruma (dzesēšanas šķidruma) padevi šādai zonai. Krāna rievas šķērsgriezuma formu nosaka tās divas virsmas, no kurām viena ir instrumenta griešanas zoba priekšējā virsma, bet otrā ir tā aizmugure. Atkarībā no profila veida skaidu rievas ir šāda veida:
- viena rādiusa (ar šādas formas rievām tiek ražoti galvenokārt mērierīces tipa krāni);
- ar taisnām priekšējām un aizmugurējām virsmām (iekšējo uzgriežņu vītņošanai tiek izmantoti instrumenti ar šādas formas rievām);
- ar taisnu priekšējo un rādiusu aizmugurējām virsmām (lielākā daļa krānu ir izgatavoti ar šāda veida skaidu rievām).

Rievas var sakārtot dažādos veidos: taisni, kā arī spirāli pa labi vai pa kreisi. Ar taisnām rievām tiek izgatavoti vispārējas nozīmes krāni. Ar spirālveida kreisās puses rievām tiek ražoti krāni, kurus izmanto caurlaides vītņošanai. Šāda instrumenta radītās skaidas virzās pa priekšu pa apstrādājamo caurumu, tādējādi novēršot jau nogrieztas vītnes bojājumu risku. Izmantojot krānus ar pareizo rievu vērpšanas virzienu, skaidas tiek noņemtas no apstrādes zonas līdz instrumenta kātam. Šī iemesla dēļ labās puses krāni ir ideāli piemēroti aklo caurumu pieskrūvēšanai.
Krāna ieplūdes daļai, kā minēts iepriekš, ir koniska forma, kas atvieglo instrumenta ievadīšanu apstrādājamajā caurumā. Ieplūdes daļas slīpuma leņķa īpašā vērtība, kas var būt diapazonā no 3 līdz 20 °, tiek izvēlēta atkarībā no tā, kāda veida apstrādei rīks tiks izmantots - rupjā apstrādei, starpposmam vai apdarei.

Cilindriskā kalibrēšanas daļa ir izgatavota ar apgrieztu zemu novērtējumu līdz 0,1 mm, kas ir nepieciešams, lai samazinātu berzes spēkus, kas rodas vītņošanas procesā. Lai samazinātu berzes spēku starp krāna darba daļu un apstrādājamo virsmu, to pieļauj arī griešanas zobu aizmugurējā virsma, kas tiek veikta no augšas par 1/3 no to platuma. Tādējādi tiek radīts griešanas zobu aizmugurējās virsmas nenovērtējums, kura vērtība instrumentiem ar diametru 12–30 mm ir aptuveni 0,1 mm.

Sugas pēc mērķa
Mūsdienu rūpniecība ražo Dažādi krāni, kas atšķiras viens no otra dizaina un funkcionalitātes ziņā. Tātad, atbilstoši to mērķim, krāni var būt viens no šādiem veidiem.
AtslēdzniekiŠie instrumenti visbiežāk tiek turēti ar rokām un tiek izmantoti kopā ar speciālu uzgriežņu atslēgu, ar kuru krānam tiek dota rotācija. Parasti tos ražo un izmanto komplektos, kas sastāv no diviem vai trim instrumentiem, no kuriem katrs no apstrādātās virsmas noņem tikai daļu pielaides. Šādā komplektā iekļauto krānu izmēri (jo īpaši to darba diametri) atšķiras. Pirmais no instrumentiem, uz kura kāta ir uzlikts apzīmējums vienas domuzīmes veidā, tiek izmantots rupjai apstrādei, otrais (ar divām svītrām uz kāta) ir starpprodukts un trešais (attiecīgi ar trim svītrām) griežamā vītnes pabeigšanai.

Tie ir instrumenti, ar kuriem var griezt vītnes gan manuāli, gan uz dažāda veida mašīnām (virpošana, urbšana, pildviela utt.). Šādi krāni no metālapstrādes krāniem atšķiras tikai ar nedaudz saīsinātu ieplūdes daļu un lielāku izturību pret mehānisko spriegumu.

uzgriežņu atslēga
Ar šādu instrumentu palīdzību, kā norāda to nosaukums, viņi veic vītņu ievilkšanu uzgriežņos. Uzgriežņi, kuros diegi jau ir nogriezti ar šādu piesitienu, negriežas no instrumenta, bet virzās uz tā iegareno asti. Uzgriežņu tapu kāti, ar kuriem iegriež vītnes urbjmašīnas, ir taisna forma. Uzgriežņus ar jau vītņotiem vītnēm, kas pārvietoti uz šādu kātu, pēc instrumenta noņemšanas no mašīnas patronas vienkārši nokrata. Uzgriežņu griešanai vītņu griešanas mašīnās tiek izmantoti krāni, kuru kātiem ir izliekta forma. Šādā veidā vītņojot, uzgriežņi viens no otra zem spiediena tiek stumti gar instrumenta izliekto kātu, sasniedz tā gala daļu un iekrīt sagatavotajā traukā.
Prasības gan manuālo, gan mašīnkrānu konstrukcijai un izmēriem metrisko vītņu griešanai nosaka GOST 3266-81, ko sauc: “Mašīnu un manuālie krāni. Dizains un izmēri.
Ar GOST prasībām manuālajiem un mašīnas krāniem varat iepazīties, lejupielādējot dokumentu pdf formātā no tālāk esošās saites.
Veidi pēc dizaina
Pēc konstrukcijas krānus iedala arī dažādos veidos. Tātad, atkarībā no šī parametra, tiek izdalīti rīki:
- ar saīsinātām rievām, kuras sauc arī par bezplūsmas (šādu krānu konstrukcija ir īpaši izstrādāta, lai grieztu vītnes daļās, kas izgatavotas no kaļamiem zema oglekļa satura tēraudiem, alumīnija sakausējumiem un augstas stiprības leģētiem tēraudiem);
- ar rievām, kas atrodas gar spirālveida līniju (uzstādiet šādus instrumentus apstrādes centros un izmantojiet tos aklo vītņu griešanai);
- ar griešanas zobiem, kas novietoti šaha formā (tā kā šāda instrumenta kalibrēšanas daļā griešanas zobi ir izgriezti caur vienu, apstrādes laikā ir iespējams samazināt berzes spēku);
- pakāpju tips ar darba daļu, kas sadalīta divās sekcijās, no kurām katra pilda savu funkciju (piemēram, ir pakāpju krāni, no kuriem pirmā sekcija darbojas pēc ģeneratora ķēdes, bet otrā - pēc profila; citiem pakāpju instrumentu veidi, pirmā sekcija veic griešanas funkciju, bet otrā - izlīdzināšanu);
- kombinēti (tie faktiski ir divi instrumenti vienā: to griešanas daļa, kas izgatavota vienā dizainā, sākas ar urbi un beidzas ar krānu);
- atvēršanas krāni, ko izmanto vītņu griešanai jebkura diametra caurumā (ar to palīdzību vītnes tiek sagrieztas uz virpām, kuru patronā ir nostiprināta apstrādājamā detaļa, un instrumenta turētājā - izmantotā instrumenta kāts; kustība pieskārienu vītņošanas laikā nodrošina mašīnas balsta automātiskā padeve, bet sagataves rotāciju - vārpstas griešanās);
- ar iekšējo dobumu, kura dēļ rīks apstrādes laikā tiek atdzesēts (šādu krānu izmantošana, kas uzstādīti uz specializētām vai daudzfunkcionālām iekārtām, var ievērojami palielināt vītņu griešanas produktivitāti);
- zvana krāni (šādus krānus izmanto liela diametra (50–400 mm) iekšējo vītņu griešanai, un tiem ir saliekama konstrukcija, kas sastāv no atsevišķiem griešanas elementiem).

Strukturāli visi iepriekš minētie krāni ir tik atšķirīgi viens no otra, ka jūs pat varat tos atšķirt vienu no otra pēc fotoattēla.
Vītņu veidi
Izmantojot dažādu kategoriju krānus, kā arī dažāda veida presformas, iespējams veidot vītnes uz detaļu iekšējām virsmām dažādi veidi. Atkarībā no griežamā vītnes veida tapas tiek iedalītas šādās kategorijās.
MetrikaTie ir krāni, ar kuriem tiek sagriezti metriskie pavedieni. Nogrieztajam vītnes elementam šādos gadījumos ir vienādsānu trīsstūra forma, un visi tā parametri tiek mērīti milimetros. Šādu krānu marķējumā ir burts "M". Metrisko krānu un sagatavošanas cauruma diametra izvēlei tiek izmantota īpaša atsauces tabula.
Krāns ir metāla griešanas instruments iekšējo vītņu griešanai. Izmanto konstrukcijām ar vītņots savienojums. To veidu ir ļoti daudz, apsveriet galvenos un biežāk izmantotos gan ikdienā, gan ražošanā, to izmērus, kvalitāti un aptuvenās cenas.
1. Metriskie krāni
Metrika
Tos mēra milimetros metriskā sistēma mērījumi, nevis kā caurulēm - collās. Marķējumā tiem ir burts "M", kas nozīmē metriku. Piemēram, ja ir marķējums M8 vai M18, tas nozīmē, ka jūs varat sagriezt vītni 8 mm un 18 mm.
Metrisko krānu izmēri: no 2mm līdz 60mm, izmēru diapazons ir ļoti plašs, var dabūt gandrīz jebkuru vītni.
vītnes solis. Attālums starp pavedieniem. Tas var būt dažāds, gan mazs, gan liels.
Katram pieskāriena izmēram ir savs pamata solis. Jo lielāks izmērs, jo lielāks ir galvenais solis. Papildus galvenajam ir vairāki papildu soļu veidi, taču tie nevar būt lielāki par galveno, tikai mazāki. Es sniegšu piemēru: M10 krānam ir galvenais solis 1,5, tas notiek arī (M10 * 1) (M10 * 0,75) (M10 * 0,5), ņemiet vērā, ka visi papildu soļi ir mazāki par galveno (ti, pagriezieni). ir ļoti bieži)
Vītnes tiek grieztas, izmantojot uzgriežņu atslēgu (mašīn-manuālo krānu vai manuālo), kurai uz kāta ir paredzēts kvadrāts iespīlēšanai uzgriežņu atslēgā.

Ieslēgts krāna turētājā
Tīri darbgalds neparedz satvērienu zem apkakles, to manuāli griezt nedarbosies, tikai uz mašīnas.
Krānus pārdod galvenokārt komplektos pa 2 gabaliem (pirmais un otrais numurs). Vispirms tie paiet pirmie, tam ir asāks iebrauciens, tad otrais (finišs), tā ievade ir strupāka.
Ja jums vienkārši nepieciešams salabot vītni, varat iegādāties nevis pilnu, bet gan atsevišķu (gabalu). Tas noteikti maksās divreiz vairāk.
2. Riekstu krāns.

Vienmēr ilgāk par parasto rokasgrāmatu
Viņš vienmēr ir viens. To parasti izmanto cauruļu griešanai. To ir diezgan viegli atpazīt, tas ir ievērojami garāks par mašīnu manuālo. Viņa pieeja ir asa, tāpat kā pilnais pirmais numurs.
3. Kreisais pieskarieties.

Tās mērķis ir griezt kreisos pavedienus. To marķējumā ir latīņu burti "LH". To lieto diezgan reti. Piemēram, urbjpatronas skrūve. Ja tas būtu ar labās puses vītni, tad laika gaitā tas varētu izkļūt pats, jo kasetne griežas pa labi, tāpēc tie veido kreiso vītni.
Tāpat ar šādiem krāniem tiek izskrūvēts bultskrūves fragments sagatavē, skrūvē tiek izurbts caurums un tiek iedzīts kreisais krāns, kad tas sasniedz atduri, skrūve tiek izskrūvēta. Izrādās, ka to izmanto kā nosūcēju.
4. Cauruļu krāni.

Ar "G"
Tos mēra nevis milimetros, bet gan collās, tiek izmantota cita mērīšanas sistēma.
Marķējumā tiem ir burts "G". Izmanto cauruļu vītnēm.
Piemēram, G 1/2, G 3/4, G1, tas nozīmē, ka tie ir paredzēti puscollas, trīs ceturtdaļas collas un vienas collas vītnēm.
Ir pieejami izmēri no 1/8 līdz 2 collām, ir tādi kā 5/8 7/8 5/6 3/8 - šie izmēri ir diezgan reti, populārākie ir 1/2 3/4 un 1 colla, tie ir visbiežāk izmanto dzīvojamo ēku celulozes ūdensapgādes sistēmām.
Tos parasti pārdod komplektos pa 2 gabaliem: ar asu un neasu ieeju.
5. Cauruļu koniskie krāni.
Nepieciešams konusveida griešanai.
Caurule koniska
Tiem marķējumā ir burts "K" - konisks.
Kas attiecas uz kvalitāti. Tērauds galvenokārt ir ātrgaitas: P6M5 (visbiežāk izmantotais), HSS. Vēlams, protams, P18,

izcila kvalitāte
bet mūsu laikos tie ir reti sastopami, tādi krāni kopš PSRS laikiem, dažreiz ar kvalitātes zīmi,

Kvalitātes zīme
ja atrodi, droši paņem - lieliska lieta.
Tie ir izgatavoti arī no U7 oglekļa tērauda (piemēram, Rekos). Kvalitātes ziņā tie manāmi zaudē ātrajam griezējam. Tos var izmantot mīkstam metālam, piemēram, alumīnijam vai krāsainajam metālam, vai vienkārši vītnes nostiprināšanai, taču neiesaku to ņemt par atbildīgu darbu, tie ir diezgan trausli un var vienkārši noplīst, strādājot, īpaši cietā tēraudā. Tādu čipu dabūt nebūs viegli, būs jāurbj, plus jāpērk kreisais krāns vai nosūcējs.
Viņu vienīgais pluss ir cena, tie ir manāmi lētāki par ātro griezēju, apmēram 2,5 reizes.
Aptuvenā cena 2012. gadam: M8 - 80 rubļi, M10 - 85 rubļi, M18 - 125 rubļi, M27 - 200 rubļi.
Cena par ātrgaitas R6M5 no Ļvovas rūpnīcas, Ukraina: M8 - 200 rubļi, M10 - 250 rubļi, M18 - 540 rubļi, M27 - 750 rubļi.
Kā redzat, atšķirība ir ļoti pamanāma.