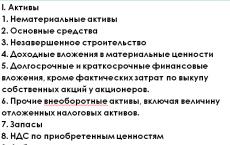
Cel mai mic marker. Tipuri și dimensiuni de robinete pentru filetare. Cu fluturi elicoidale
Taretele sunt instrumentul principal pentru tăierea filetelor interioare în găurile oarbe și traversante cu mâna sau cu mașina. Din punct de vedere al accesibilității, un robinet pentru filetare se referă la instrumente relativ simple, a căror utilizare este disponibilă atât pentru amatori, cât și pentru profesioniști, ceea ce face posibilă obținerea unui fir standard care îndeplinește cerințele GOST într-un atelier obișnuit.
Atingeți dispozitivul
Acest tip de instrument de filetare este un șurub cu caneluri drepte și elicoidale necesare pentru tăierea filetelor și îndepărtarea așchiilor generate în proces. Zona de lucru include piesele de calibrare și tăiere. Există o secțiune de coadă pătrată pentru fixarea unealta în chei manuale sau mandrine. Procesul de tăiere în sine este o rotație preliminară a sculei gaura forata(surd sau prin) prin mișcare alternativă.
În funcție de versiune, dispozitivul de robinet vă permite să tăiați fire în una, două sau trei treceri. Pregătirea filetelor în mai mult de o trecere se realizează în seturi de instrumente de degroșare, medii și de finisare. Pentru filetarea găurilor din materiale deosebit de dure, cum ar fi aliajul de titan, sunt disponibile seturi de cinci scule.
Aplicație
Robinetele pentru filetare sunt principalul instrument de filetare pentru uz casnic, semi-profesional și uz profesional. Ele pot fi folosite pentru a pregăti aproape toate tipurile de fire - metrice, inch, trapezoidale etc.
Principalele caracteristici ale robinetelor:
- Material de fabricatie. Cea mai bună opțiune– oțeluri aliate care asigură o durabilitate ridicată a sculei.
- Metoda de tăiere - pentru utilizare manuală sau mașină-manuală.
- Diametrul găurii - determinat conform tabelului corespunzător.
- Parametrii firului de tăiat - metric, inch, pas principal sau fin etc.
Reguli de bază pentru tăierea filetelor interne
Pentru a tăia corect un fir cu un robinet, trebuie să respectați următoarele recomandări:
Tipuri de robinete pentru filetare
În funcție de metoda de tăiere, există următoarele tipuri de robinet - manual, mașină-manual și mașină. Cele manuale sunt prevazute cu coada patrata pentru fixare in guler, sunt produse in 2 si 3 seturi. Robinetele mașini-manuale pot fi instalate atât în guler, cât și în mandrina mașinii. Pentru filetarea într-un orificiu traversant, acestea sunt produse cu șase fire pe partea de lucru, pentru găuri oarbe - cu trei. Robinetele de mașină sunt proiectate exclusiv pentru instalarea într-un mandrina de mașină, au caneluri elicoidale și scurtate.
Enumerăm pe scurt câteva tipuri speciale robinete:
- Piuliță - au o coadă lungă pentru înșirarea nucilor, ceea ce vă permite să tăiați fire în mai multe produse fără a întoarce unealta. Proiectat pentru tăierea la mașină.
- Taretele pentru filet stânga - indicate prin literele LH, au același pas și diametru ca o unealtă cu filet metric.
- Robineți în inci - un instrument pentru tăierea firelor în sistemul de măsurare în inci. Disponibil în 2 sau 3 seturi în trei clase de precizie.
- Robineți pentru țevi - vă permit să tăiați firele țevii cu un sistem de măsurare în inci în intervalul de la 1/8 la 2 inci. Sunt produse în versiuni manuală și mașină-manuală, în două seturi cu intrare ascuțită și tocită.
- Robineți conici - utilizate pentru a pregăti tipul adecvat de filete metrice (K) și țevi (Rc). Ele se disting prin prezența unei părți de admisie inițială alungită cu un fir incomplet, transformându-se treptat într-una plină.
Standarde actuale
Proiectarea robinetelor de mașină și de mână este reglementată de GOST 3266-81. Specificații - GOST 3449-84. De asemenea, fiecare tip de instrument are propriul standard care îi determină designul.
Video
Puteți obține informații vizuale despre instrument în videoclipul de mai jos.
Buna ziua.
De această dată, recenzia va fi dedicată unui instrument conceput pentru a face simultan găuri și a tăia fire în ele.
Instrumentul este furnizat într-o pungă obișnuită de plastic, care, în mod logic, este acoperită cu multe găuri mici în timpul călătoriei. Așa că trebuie să fii pregătit pentru faptul că de îndată ce este în mâinile tale, mâinile tale vor fi în grăsime. 
Care este avantajul acestui instrument - se fac două operații simultan. În primul rând, partea de tăiere a burghiului face o gaură în metal, după care robinetul taie firul. Folosind astfel de burghie, nu vă puteți gândi la necesitatea de a respecta raportul dintre diametrul burghiului și diametrul robinetului. Dar pentru orice eventualitate, iată un tabel cu raportul dintre aceleași dimensiuni: 
Setul de livrare include 6 astfel de robinete concepute pentru tăierea firelor de diferite diametre (10 * 1,5, 8 * 1,25, 6 * 1, 5 * 0,8, 4 * 0,7 și 3 * 0,5). Pe tija fiecărui robinet există o desemnare a parametrilor săi - diametrul filetului care este tăiat și pasul acestuia. 
Tija este hexagonală, așa că această unealtă va funcționa și cu mandrine cu eliberare rapidă fără prindere. Adevărat, întrebarea este dacă un astfel de instrument are suficientă putere pentru a găuri o gaură în metal mai mult sau mai puțin gros. 
Partea de tăiere este acoperită cu nitrură de titan. Nu vopsea - 100%, nu a fost supus acidului bateriei. Metal - oțel chinezesc de mare viteză HSS6542 (similar cu 6M5 sau M2 european). Oțelul se caracterizează prin costuri reduse în combinație cu performanță bună. Compoziție chimică W: 5,50-6,75; Lu: 4,50-5,50; Cr:3,80-4,40; V:1,75-2,20.
Fluxurile pentru forțarea așchiilor au o formă de spirală, care este tipică pentru o unealtă care funcționează la viteze mari. Dacă vă amintiți un robinet manual standard, atunci canelurile de acolo sunt liniare. 
Nu sunt probleme cu diametrele. Totul corespunde exact parametrilor declarați. 
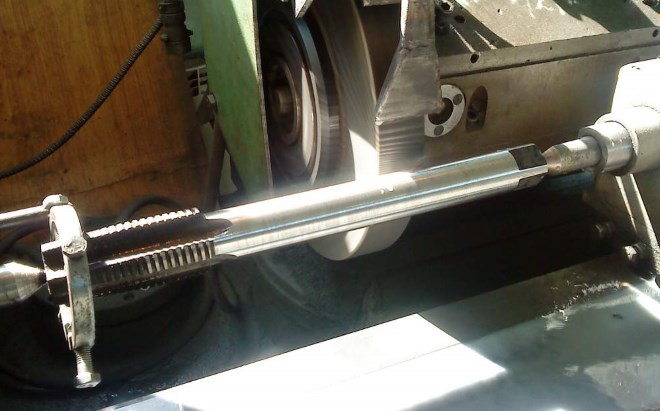
Pentru a testa unealta în acțiune, s-au folosit o șurubelniță fără fir, mai multe cărți și o placă de oțel de 8 mm grosime :) Din cauza gerului din afara ferestrei, a fost imposibil să mergeți la garaj, așa că testul a fost efectuat într-un mod extrem de nefavorabil. condiții, care au dus la defectarea unui foraj: ( 
Dar din vină este clar că burghiul a fost supus unui tratament termic, adică a fost întărit. Metalul nu este brut.
Și iată cum arată gaura terminată: 
Șurubul este răsucit fără probleme și se menține chiar și la mai multe ture. 
Și așa a arătat procesul:
Dacă placa ar fi prinsă într-o menghină, iar burghiul ar fi cel puțin puțin lubrifiat, atunci acțiunea nu ar părea atât de devastatoare :) Dar am reușit să ne asigurăm că și în astfel de condiții, folosind acest instrument, puteți obține rezultatul dorit. rezultat :) Și chiar și după ce am făcut mai multe găuri, aspect burghiele (precum și acoperirile) nu s-au schimbat deloc.

Deci burghiile pot fi considerate utilizabile. Cred că dacă se respectă procesul tehnic: utilizarea unui miez, lubrifiant și menghină (și în mod ideal o mașină unealtă) rezultatul va fi de mai bună calitate.
Dar în timp ce lucrați cu ele, trebuie să vă amintiți că grosimea metalului nu trebuie să depășească lungimea părții de tăiere a burghiului (partea care face gaura, adică de la vârf până la începutul expansiunii pentru robinet). ). În caz contrar, firul va fi neuniform din cauza sarcinii crescute.
Asta e tot. Vă mulțumim pentru atenție și timpul acordat.
Produsul a fost furnizat pentru scrierea unei recenzii de către magazin. Revizuirea a fost publicată în conformitate cu clauza 18 din Regulile site-ului.
Intenționez să cumpăr +58 Adaugă la favorite Mi-a placut recenzia +58 +120Mulți dispozitive tehnice, precum și majoritatea articolelor de uz casnic au conexiuni filetate pe care omenirea a început să le folosească din cele mai vechi timpuri. Principalele instrumente cu care sunt realizate elementele unor astfel de conexiuni includ un robinet. Utilizarea acestuia vă permite să tăiați rapid și fără prea multe dificultăți un fir precis și de înaltă calitate pe suprafața interioară a găurii.
Caracteristici de design
Primele scule de tăiere filet interior diferă într-un design primitiv și reprezenta o tijă tetraedrică, la capătul căreia, ascuțită sub un con blând, erau tăiați dinți tăiați. La utilizarea unui astfel de robinet, filetul a fost tăiat prin înșurubare partea interioară nuci sau într-o gaură pregătită în prealabil din piesa de prelucrat. Desigur, un astfel de instrument a avut multe dezavantaje, dintre care cele mai semnificative includ absența unei suprafețe din spate pe partea de tăiere, precum și un unghi negativ de greblare. De-a lungul timpului, designul robinetelor a devenit mai atent și astăzi vă permit să creați fire interne precise și de înaltă calitate.
În orice robinet pentru filetare pe suprafețele interioare ale pieselor de prelucrat, indiferent de parametrii și scopul său geometric, există următoarele elemente:
- caneluri laterale (pot fi de la 2 la 6);
- piesa de admisie conica;
- piesa de calibrare, care are o formă cilindrică.

Canelurile situate pe suprafața laterală a sculei pe toată lungimea sa îndeplinesc simultan două funcții: asigurarea îndepărtării așchiilor din zona de prelucrare și facilitarea aprovizionării cu lichid de tăiere (lichid de răcire) într-o astfel de zonă. Forma pe care o are canelura de robinet în secțiune transversală este determinată de cele două suprafețe ale sale, dintre care una este fața frontală a dintelui tăietor al sculei, iar a doua este spatele acesteia. În funcție de tipul de profil, canelurile pentru așchii sunt de următoarele tipuri:
- cu o singură rază (cu caneluri de această formă se produc în principal robinete de tip ecartament);
- cu suprafețe drepte din față și din spate (uneltele cu caneluri de această formă sunt folosite pentru filetarea piulițelor în interior);
- cu suprafețele față drept și spate cu rază (majoritatea robinetelor sunt realizate cu șanțuri de așchii de acest tip).

Canelurile pot fi aranjate în diferite moduri: drepte, precum și spiralate la dreapta sau la stânga. Cu caneluri drepte, se realizează robinete de uz general. Cu caneluri elicoidale din stânga, sunt produse robinete care sunt utilizate pentru filetarea unei treceri. Așchiile create de o astfel de unealtă se deplasează înaintea acesteia de-a lungul găurii prelucrate, eliminând astfel riscul de deteriorare a firului deja tăiat. Atunci când se folosesc robinete cu direcția corectă de răsucire a canelurilor, așchiile sunt îndepărtate din zona de prelucrare pe tija sculei. Din acest motiv, robinetele din dreapta sunt ideale pentru filetarea găurilor oarbe.
Partea de admisie a robinetului, așa cum sa menționat mai sus, are o formă conică, ceea ce facilitează procesul de introducere a sculei în orificiul care este prelucrat. Valoarea specifică a unghiului de înclinare a piesei de admisie, care poate fi în intervalul 3–20 °, este aleasă în funcție de tipul de prelucrare pentru care va fi folosită unealta - degroșare, intermediară sau finisare.

Piesa de calibrare cilindrică este realizată cu o subestimare inversă de până la 0,1 mm, ceea ce este necesar pentru a reduce forțele de frecare care apar în timpul procesului de filetare. Pentru a reduce forța de frecare dintre partea de lucru a robinetului și suprafața de prelucrat, permite și suprafața din spate a dinților tăietori, care se realizează din vârful lor cu 1/3 din lățimea lor. Astfel, se creează o subestimare a suprafeței din spate a dinților tăietori, a cărei valoare pentru unelte cu un diametru de 12–30 mm este de aproximativ 0,1 mm.

Specii după scop
Industria modernă produce tipuri diferite robinete care diferă unele de altele prin design și funcționalitate. Deci, în funcție de scopul lor, robinetele pot fi unul dintre următoarele tipuri.
LacatusiAceste unelte sunt de cele mai multe ori de mână și sunt utilizate împreună cu o cheie specială, cu care robinetul se rotește. De regulă, ele sunt produse și utilizate în seturi formate din două sau trei unelte, fiecare dintre acestea eliminând doar o parte din alocația de pe suprafața tratată. Dimensiunile robinetelor incluse într-un astfel de kit (în special, diametrele lor de lucru) diferă. Prima dintre scule, pe tija căreia se aplică o denumire sub formă de liniuță, este folosită pentru degroșare, a doua (cu două liniuțe pe tijă) pentru intermediar, iar a treia (respectiv, cu trei liniuțe) pentru finisarea firului de tăiat.

Acestea sunt scule cu care se pot tăia filete atât manual, cât și pe mașini de diferite tipuri (strunjire, găurit, agregat etc.). Astfel de robinete diferă de robinetele din metal doar printr-o parte de admisie ușor scurtată și o rezistență mai mare la solicitări mecanice.

cheie
Cu ajutorul unor astfel de instrumente, după cum sugerează și numele lor, efectuează filetarea nucilor. Nucile, în care firele sunt deja tăiate cu un astfel de robinet, nu se răsucesc instrumentul, ci se deplasează la coada sa alungită. Tije de robinete de nuci, cu care se taie fire mașini de găurit, au o formă rectilinie. Piulițele cu filete deja filetate, mutate într-o astfel de tijă, sunt pur și simplu scuturate după îndepărtarea unealta din mandrina mașinii. Pentru tăierea piulițelor pe mașinile de filetat se folosesc robinete, ale căror tije au o formă curbată. La filetarea în acest fel, piulițele, sub presiune una de cealaltă, sunt împinse de-a lungul tijei curbate a sculei, ajung la partea sa de capăt și cad în recipientul pregătit.
Cerințele pentru proiectarea și dimensiunile atât a robinetului manual, cât și a celui de mașină pentru tăierea filetelor metrice sunt stipulate de GOST 3266-81, care se numește: „Robinete de mașină și manuale. Design si dimensiuni.
Vă puteți familiariza cu cerințele GOST pentru robinete manuale și automate, descărcând documentul în format pdf de la linkul de mai jos.
Tipuri după design
După designul lor, robinetele sunt, de asemenea, împărțite în diferite tipuri. Deci, în funcție de acest parametru, instrumentele se disting:
- cu caneluri scurtate, care se mai numesc și fără caneluri (designul unor astfel de robinete este special conceput pentru a tăia fire în părți din oțeluri ductile cu conținut scăzut de carbon, aliaje de aluminiu și oțeluri aliate de înaltă rezistență);
- cu caneluri situate de-a lungul unei linii elicoidale (instalați astfel de scule pe centrele de prelucrare și utilizați-le pentru tăierea filetelor oarbe);
- cu dinții de tăiere plasați într-un model de șah (datorită faptului că dinții de tăiere de pe partea de calibrare a unei astfel de scule sunt tăiați printr-unul, este posibil să se reducă forța de frecare în timpul procesării);
- tip în trepte cu o parte de lucru împărțită în două secțiuni, fiecare îndeplinește propria sa funcție (de exemplu, există robinete în trepte, a căror prima secțiune funcționează în funcție de circuitul generatorului, iar a doua - în funcție de profil; pentru altele tipuri de scule în trepte, prima secțiune îndeplinește funcția de tăiere, iar a doua - netezire);
- combinate (acestea sunt de fapt două unelte într-una: partea lor de tăiere, realizată într-un singur design, începe cu un burghiu și se termină cu un robinet);
- robinete de broșă utilizate pentru tăierea firelor într-un orificiu traversant de orice diametru (cu ajutorul lor, firele sunt tăiate pe strunguri, în mandrina căreia este fixată piesa de prelucrat, iar în suportul sculei - tija unealta utilizată; mișcarea de robinetul în timpul filetului este asigurat de alimentarea automată a suportului mașinii, iar rotirea piesei de prelucrat - rotația axului);
- cu o cavitate internă, datorită căreia instrumentul este răcit în timpul procesării (folosirea unor astfel de robinete instalate pe echipamente specializate sau multi-operaționale poate crește semnificativ productivitatea filetării);
- robinete cu clopot (astfel de robinet se folosesc pentru tăierea filetelor interioare cu diametru mare (50–400 mm) și au o structură prefabricată formată din elemente de tăiere individuale).

Din punct de vedere structural, toate atingerile enumerate mai sus sunt atât de diferite unele de altele încât le puteți chiar deosebi unele de altele prin fotografie.
Tipuri de fire
Folosind robinete de diferite categorii, precum și diferite tipuri de matrițe, este posibil să se formeze fire pe suprafețele interioare ale pieselor tipuri variate. În funcție de tipul de fir tăiat, robineții sunt împărțiți în următoarele categorii.
MetricAcestea sunt robinete cu care sunt tăiate fire metrice. Elementul de fir tăiat în astfel de cazuri are forma unui triunghi isoscel, iar toți parametrii săi sunt măsurați în milimetri. Marcarea unor astfel de robinete conține litera „M”. Pentru selectarea robinetelor metrice și a diametrului găurii pregătitoare, se utilizează un tabel de referință special.
Un robinet este un instrument de tăiere a metalului pentru tăierea filetelor interne. Folosit pentru structuri cu racord filetat. Există o mulțime de tipuri, luați în considerare principalele și cele mai frecvent utilizate atât în viața de zi cu zi, cât și în producție, dimensiunea, calitatea și prețurile aproximative.
1. Robinete metrice
Metric
Ele sunt măsurate în milimetri sistem metric măsurători, nu ca cele de țeavă - în inci. În marcaj au litera „M”, care înseamnă metric. De exemplu, dacă există un marcaj M8 sau M18, aceasta înseamnă că puteți tăia firul în 8mm și 18mm.
Dimensiuni robineti metrici: de la 2mm la 60mm, gama de dimensiuni este foarte larga, puteti obtine aproape orice fir.
pasul filetului. Distanța dintre fire. Poate fi diferit, atât mic, cât și mare.
Fiecare dimensiune de robinet are propriul pas de bază. Cu cât dimensiunea este mai mare, cu atât treapta principală este mai mare. Pe lângă cea principală, există mai multe tipuri de trepte suplimentare, dar nu pot fi mai mari decât cea principală, ci doar mai mici. Voi da un exemplu: robinetul M10 are un pas principal de 1,5, se întâmplă și (M10 * 1) (M10 * 0,75) (M10 * 0,5), rețineți că toți pașii suplimentari sunt mai mici decât cel principal (adică turele) sunt foarte frecvente)
Filetele sunt tăiate folosind o cheie (robinet de mașină-manual sau manual), pentru care este prevăzut un pătrat pe tijă pentru prinderea în cheie.

Prins în suport de robinet
O mașină unealtă pur nu asigură o prindere sub guler, nu va funcționa să o tăiați manual, doar pe mașină.
Robinetele se vând în principal în seturi de 2 bucăți (primul și al doilea număr). Mai întâi trec prima, are o intrare mai ascuțită, apoi a doua (termină), intrarea sa este mai tocită.
Dacă trebuie doar să reparați firul, atunci puteți cumpăra nu unul complet, ci unul singur (bucata). Va costa cu siguranta de doua ori mai mult.
2. Robinet de nuci.

Întotdeauna mai lung decât manualul normal
El este mereu singur. Este folosit, de regulă, pentru o sculptură prin intermediul. Este destul de ușor de recunoscut, este vizibil mai lung decât cel manual-mașină. Abordarea lui este ascuțită, ca primul număr al celui complet.
3. Atingeți din stânga.

Scopul său este de a tăia firele din stânga. Au literele latine „LH” în marcaj. Este folosit destul de rar. De exemplu, un șurub pe o mandrina de burghiu. Daca ar fi fost cu filet pe dreapta, ar putea iesi de la sine in timp, deoarece cartusul se roteste spre dreapta, motiv pentru care fac un fir pe stanga.
De asemenea, astfel de robinete sunt folosite pentru a deșuruba un fragment dintr-un șurub în piesa de prelucrat, se găuriază o gaură în șurub și se introduce robinetul din stânga, când ajunge la oprire, șurubul este deșurubat. Se dovedește că este folosit ca extractor.
4. Robinete pentru conducte.

Cu „G”
Acestea sunt măsurate nu în milimetri, ci în inci, se folosește un sistem de măsurare diferit.
În marcaj, acestea au litera „G”. Folosit pentru filete de țevi.
De exemplu, G 1/2, G 3/4, G1, asta înseamnă că sunt destinate filetelor de jumătate de inch, trei sferturi de inch și un inch.
Dimensiunile sunt disponibile de la 1/8 la 2 inchi, există precum 5/8 7/8 5/6 3/8 - aceste dimensiuni sunt destul de rare, cele mai populare sunt 1/2 3/4 și 1 inch, acestea sunt cel mai adesea folosit pentru sistemele de alimentare cu apă a pastelor rezidențiale.
Se vând, de regulă, în seturi de 2 bucăți: cu o intrare ascuțită și tocită.
5. Țevi robinete conice.
Necesar pentru tăierea conică.
Teava conica
Acestea au litera "K" în marcaj - conic.
Cat despre calitate. Oțelul este în principal de mare viteză: P6M5 (cel mai des folosit), HSS. De preferință, desigur, P18,

calitate excelenta
dar se găsesc rar în vremea noastră, astfel de robinete încă din vremea URSS, uneori cu o marcă de calitate,

Marca de calitate
dacă găsiți unul, nu ezitați să îl luați - un lucru grozav.
De asemenea, sunt fabricate din oțel carbon U7 (de exemplu, Rekos). În ceea ce privește calitatea, acestea pierd vizibil în fața cutterului rapid. Pot fi folosite pentru metal moale, cum ar fi aluminiu, sau metale neferoase, sau pur și simplu pentru fixarea firului, dar nu sfătuiesc să luați asta pentru o muncă responsabilă, sunt destul de fragile și pur și simplu se pot rupe la lucru, mai ales din otel dur. Nu va fi ușor să obțineți un astfel de cip, va trebui să îl găuriți, plus să cumpărați un robinet din stânga sau extractor.
Singurul lor plus este prețul, sunt vizibil mai ieftine decât un cutter rapid, de aproximativ 2,5 ori.
Prețul aproximativ pentru 2012: M8 - 80 de ruble, M10 - 85 de ruble, M18 - 125 de ruble, M27 - 200 de ruble.
Prețul pentru R6M5 de mare viteză al fabricii din Lvov, Ucraina: M8 - 200 de ruble, M10 - 250 de ruble, M18 - 540 de ruble, M27 - 750 de ruble.
După cum puteți vedea, diferența este foarte vizibilă.